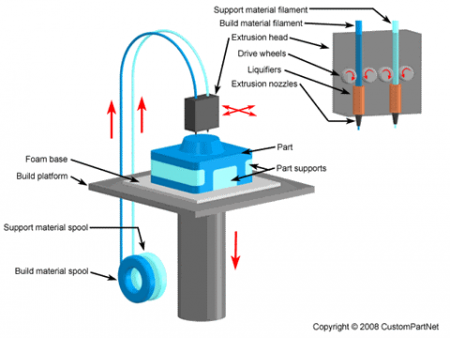
Fused Deposition Modeling (FDM) is one of its kinds among additive manufacturing technologies by which polymeric 3D parts are directly manufactured layer by layer via extruding the semi-molten raw material through a nozzle over the platform. Unique advantages such as simplicity of operation, wide applicable range of enduring and stable polymeric material, and manufacturing complex geometric shapes with the lowest waste of cost and time –compared with other techniques of additive manufacturing- have made this process in the center of utmost attention in recent years. However, there exists a principal challenge to FDM which acts as the main preventive force for its development and application in various medical and engineering sciences; and that is the difference in dimensional accuracy between the designed model in computer (3D CAD model) and the final manufactured product.
|
| FDM Process |
There are some projects have been defined on the FDM process in Aditive Manufacturing lab:
- Experimental study on FDM process:
- In one of the researches, the aim is to enhance the dimensional accuracy of manufactured products by FDM within two perspectives of Error Avoidance and Error Compensation. In the field of Error Avoidance, there is an attempt in inspecting and analyzing the effects of two significant parameters for built orientation and contour width upon internal and external dimensional accuracy by designing and manufacturing precise benchmarks. On the side of Error Compensation, two distinguished benchmarks are designed and built. After performing a behavioral measurement, errors related to each of them are obtained and mathematical models of error prevention and compensation are separately presented. The presented mathematical models of errors are capable of error prediction and compensation for any parts with favorite geometric shapes and could be utilized in other various additive manufacturing processes as well.
The following general findings were concluded after the design, manufacture, and measurement of all benchmarks related to each section:
- Dimensional accuracy of manufactured parts in FDM process is to a great extent under the influence of factors such as systematic error and material shrinkage.
- Internal and external dimensional accuracy at 45° built orientation is greater than 0° and 90°.
- Internal and external dimensional accuracy at 90° (Y-direction) built orientation is greater than 0° (X-direction).
- Internal dimension error in both X and Y directions is greater than external dimension.
- Dimensional deviation increases by the increase of internal and external dimensional size through X and Y directions.
- External dimensions below 10mm of size include dimensional increase (positive error).
- By the increase of contour width, internal and external dimensional deviation also increases in both X and Y directions.
- The relation between internal and external dimensional deviation and their associated nominal size in nonlinear.
- Mathematical models of error prediction and compensation that are being extracted via plane and stepper benchmarks are capable of respectively decreasing error rates to 70% and 50%.
- Constructed benchmarks in Error Compensation section are capable of utilization in other additive manufacturing processes.
- Dimensional accuracy of manufactured parts in FDM process is to a great extent under the influence of factors such as systematic error and material shrinkage.
This research has been done by Iman Amouhadi.
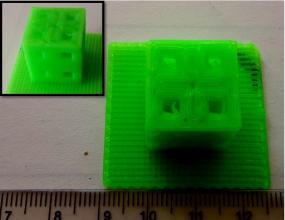
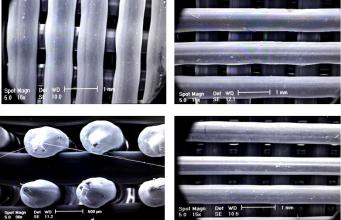
- The aim of another research is the fabrication of hybrid bone scaffolds including micro struts of PLA and micro/nano composite fibers of forsterite/gelatin. For this purpose, FDM system and electrospinning method were combined. PLA is a biocompatible and biodegradable polymer. In addition, utilizing gelatin as a natural polymer could improve the probability of initial cell attachment. Evaluating the fabricated hybrid scaffolds was done by performing mechanical experiments and biological in-vitro and in-vivo tests. Moreover, a finite element model was developed in order to anticipate the mechanical behavior of the fabricated scaffolds. Performed compression tests were showed that hybrid scaffolds had higher elastic modulus rather than pure scaffolds due to the addition of the ceramic nano-particles. Fabricated scaffolds were evaluated via simulated body fluid. The obtained results confirmed the bioactivity of the hybrid scaffolds. Furthermore, according to the performed animal study and its initial results, it was concluded that the prepared hybrid scaffold could satisfy both biological and mechanical requirements. Finally, customized bone scaffolds were designed and fabricated.
|
|
| Cubic scaffolds fabricated by FDM machine | SEM images of scaffolds captured for morphology study |
This research has been done by Saman Naghieh.
- Another research on FDM process, consists of experimental and analytical parts. Experimental part is going to present FDM of carbon fiber/ABS thermoplastic composites and test if adding carbon fiber (different content) can improve the mechanical properties of FDM-fabricated parts. The composite feedstock filaments were fabricated from ABS granules and carbon fiber powders in a twin screw extruder. After FDM fabrication, effects on the tensile properties (including tensile strength, Young's modulus, toughness, yield strength, and ductility) and flexural properties (including flexural stress, flexural modulus, flexural toughness, and flexural yield strength) of specimens were experimentally investigated. In order to explore the parts fracture reasons during tensile and flexural tests, fracture interface of composite specimens after tensile testing and flexural testing was observed and analyzed using SEM micrograph. In analytical part, two mechanics models which are commonly used for elastic stiffness predictions of composites are evaluated and stiffness predictions were compared to experimental data in order to assess the applicability and effectiveness of these models.
This study is being done by Tayebeh Jashni.
2. Finite Element Simulation Study on FDM Process:
-
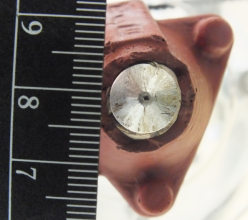
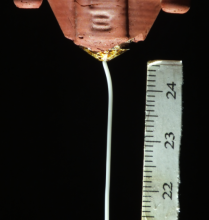
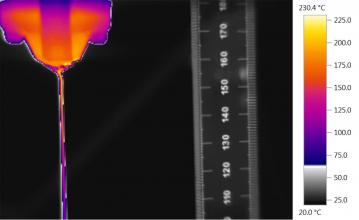
In AM lab, the aim of this project is to investigate the ABS melt flow behavior in the extrusion process by experimental tests, mathematical modelling and finite element simulation. In the experimental tests, the rheological properties and viscosity models of the ABS polymer determined by the capillary rheometer test. Moreover, the die swell and the temperature field of the extruded polymer investigated experimentally. In the mathematical modelling, the effect of changing in the extruder geometry, flow rate and temperature on the extruder pressure drop was studied. In the finite element simulation, the polymer temperature field and the pressure changes distribution in the extruder, the amount of die swell, and the temperature field of extruded polymer were studied by the Ansys-Polyflow software. In this study, the parameters of the nozzle angle and tip diameter were considered at the values of 90 to 180 degrees and 0.2 to 0.5 mm, respectively. Also, the extruder temperature and its motor revolution for flow rate were considered at the values of 220 to 260 and 8 to 40 rpm, respectively.
|
|
|
| The measurment of the nozzle diameter | The measurment of the extruded polymer diameter | Thermal Distribution of the extruded ABS polymer |
The results showed that by increasing flow rate, the ABS has less chance to reach the desired temperature at the center of the extruder. Moreover, with the angle increase and the tip diameter of the nozzle decrease, the pressure drop increases in the extruder. The nozzle angle of 90 degrees and the nozzle tip diameter of 0.3 mm provide the continuously melt flow in the extruder by a relatively high pressure drop. However, at the nozzle tip diameter of 0.2 mm the extruder pressure increases excessively. Furthermore, the extruder pressure and the die swell of the polymer decrease by rising the temperature and increase by rising the flow rate. The temperature of the extruded polymer at a certain distance from the nozzle has less drop by increasing the flow rate. According to the results of the changes in extruder pressure, die swell, and temperature field, for the hired FDM machine, in order to decrease the die swell, for improvement of the dimensional accuracy, and control the temperature drop of the extruded polymer, for improvement of the part strength, the flow rate of 2.077*10-9 and the working temperature of 260 are desirable for the extrusion process.
This study is being done by Nafiseh Shadvar.